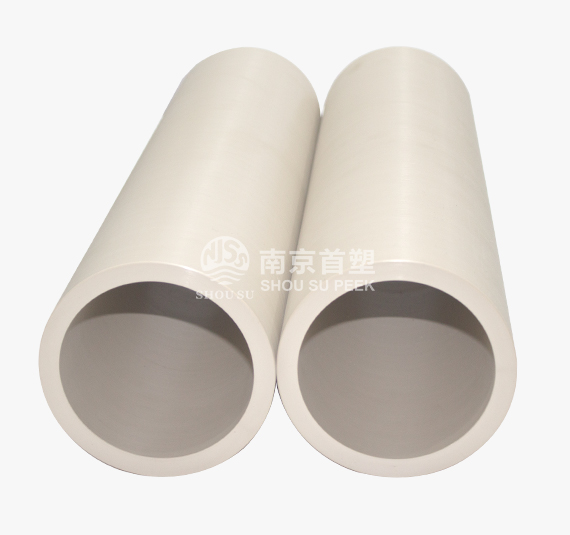


The PEEK pipe produced using continuous extrusion technology solves the technical problems of highly limited molding process products and easy internal shrinkage holes in injection molding process, while reducing losses and machining costs. It can be processed into ring parts such as sealing rings, piston rings, wear-resistant shaft sleeves, and valve seats. The components processed by PEEK pipe are widely used in industries such as petrochemical and electronic semiconductors.
Nanjing Shousu has been focusing on PEEK production and processing for many years, and has the ability to produce PEEK pipes and PEEK rings of different sizes. We produce PEEK tubes and PEEK rings by extrusion molding, compression molding, injection molding and mechanical molding. We can customize the sizes of PEEK tubes and PEEK rings according to the customer's requirements. We maintain a large inventory year-round.





 17 years of experience in production and R & D of PEEK, PI, PPS and other profiles and parts.
17 years of experience in production and R & D of PEEK, PI, PPS and other profiles and parts.
 Advanced and mature PEEK profile extrusion production line.
Advanced and mature PEEK profile extrusion production line.
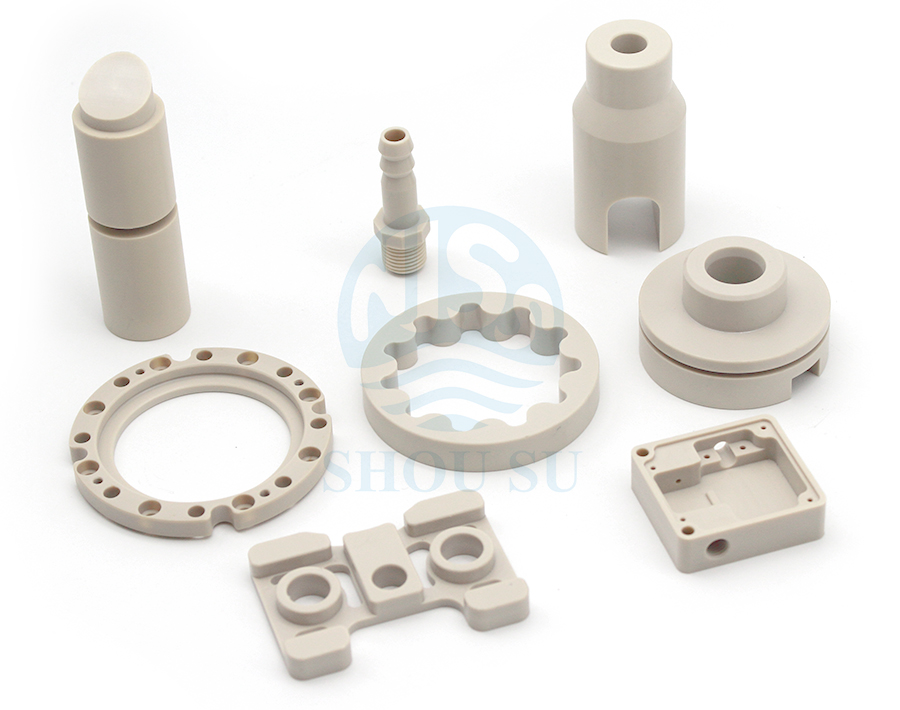
 Have the ability of injection molding and machining PEEK parts of various specifications.
Have the ability of injection molding and machining PEEK parts of various specifications.
 Continuous extrusion production line, large injection molding machine, molding machine, five axis machining center, high precision CNC lathe and other processing equipment.
Continuous extrusion production line, large injection molding machine, molding machine, five axis machining center, high precision CNC lathe and other processing equipment.
 3D coordinate projector, friction and wear testing machine, microcomputer controlled electronic universal testing ma chine, surface hardness tester, etc.
3D coordinate projector, friction and wear testing machine, microcomputer controlled electronic universal testing ma chine, surface hardness tester, etc.
 Extruding PEEK rod, sheet, tube and other profiles with com prehensive specifications and large stock.
Extruding PEEK rod, sheet, tube and other profiles with com prehensive specifications and large stock.
 All kinds of PEEK filaments and capillaries are extruded.
All kinds of PEEK filaments and capillaries are extruded.
 PEEK profile extrusion can be customized according to cus tomer requirements.
PEEK profile extrusion can be customized according to cus tomer requirements.
 Tick comprehensively analyze the material properties and constantly improve the formulation design and process.
Tick comprehensively analyze the material properties and constantly improve the formulation design and process.
 Strictly control the enterprise standards and quality inspection process to ensure the factory quality of each product.
Strictly control the enterprise standards and quality inspection process to ensure the factory quality of each product.
 It has a good cooperative relationship with the raw material suppliers such as Victrex, vespl, German engineering plastics and other raw materials suppliers in the UK, with stable raw materials sources.
It has a good cooperative relationship with the raw material suppliers such as Victrex, vespl, German engineering plastics and other raw materials suppliers in the UK, with stable raw materials sources.








| ODxIDxLength(mm) | Actual OD(mm) | Actual ID(mm) |
|---|---|---|
| 40×20×1000 | 42.0 | 18.0 |
| 45×20×1000 | 46.5 | 18.0 |
| 50×25×1000 | 51.5 | 23.0 |
| 50×35×1000 | 51.5 | 33.0 |
| 55×35×1000 | 57.0 | 33.0 |
| 55×40×1000 | 57.0 | 38.0 |
| 60×40×1000 | 61.5 | 38.0 |
| 63×43×1000 | 64.0 | 44.0 |
| 70×45×1000 | 72.0 | 43.0 |
| 70×50×1000 | 72.0 | 48.0 |
| 80×50×1000 | 82.0 | 48.0 |
| 85×67×1000 | 87.0 | 66.0 |
| 90×60×1000 | 92.0 | 58.0 |
| 90×65×1000 | 92.0 | 63.0 |
| 100×75×1000 | 102.0 | 73.0 |
| 100×80×1000 | 102.0 | 78.0 |
| 110×70×1000 | 112.0 | 68.0 |
| 130×100×1000 | 132.0 | 98.0 |
| 130×110×1000 | 132.0 | 108.0 |
| 135×90×1000 | 137.0 | 88.0 |
| 135×95×1000 | 137.0 | 93.0 |
| 135×100×1000 | 137.0 | 98.0 |
| 135×105×1000 | 137.0 | 103.0 |
| 140×115×1000 | 142.0 | 113.0 |
| 140×120×1000 | 142.0 | 118.0 |
| 155×125×1000 | 157.0 | 123.0 |
| 160×140×1000 | 162.0 | 138.0 |
| 165×125×500 | 167.0 | 123.0 |
| 165×135×1000 | 167.0 | 133.0 |
| 175×155×1000 | 177.4 | 153.0 |
| 180×155×1000 | 183.0 | 152.0 |
| 190×160×1000 | 193.0 | 157.0 |
| 200×180×1000 | 203.0 | 178.0 |
| 220×195×1000 | 223.0 | 192.5 |
| 260×220×1000 | 263.0 | 217.0 |
| Other specifications can be customized | ||
Focus on the R&D, design, production and composite modification of special engineering plastics such as PEEK, PI, PPS and PEI.

Have the ability of continuous extrusion molding, injection molding, compression molding, machining molding and other molding processes.

Design, processing, manufacturing and modification of extrusion mold, compression mold and injection mold.

PEEK, PI, PPS, PEI and other parts and products are customized according to drawings and samples.

Continuous extrusion molding of PEEK, PI, PPS and other bars, plates, pipes and sheets.

The research and development and production of new products and fields of special engineering plastics will jointly promote the application of PEEK, PI and other special engineering plastics products in various industries.




