
Carbon fiber enhanced PEEK valve seats have been developed from plastic as an alternative to stainless steel ball valve seats and cones for hydraulic and ball valves with special sealing requirements. PEEK high-performance polymers can be processed with standard injection molding equipment to provide dimensional stability for seats and cones at no additional cost. Another important advantage of injection molding is the freedom of design. With the use of fluid simulation software (CTD), pressure losses on the new seat and cone can be reduced by approximately 20% at maximum flow rates. At the same time, the orientation of carbon fibers in injection molded parts can be optimized to achieve higher mechanical strength without the need for time-consuming post-processing operations.
We can provide customized services throughout the entire process, including design, material selection and modification, mold manufacturing, injection molding, and machining, according to the different needs of our customers.





 17 years of experience in production and R & D of PEEK, PI, PPS and other profiles and parts.
17 years of experience in production and R & D of PEEK, PI, PPS and other profiles and parts.
 Advanced and mature PEEK profile extrusion production line.
Advanced and mature PEEK profile extrusion production line.
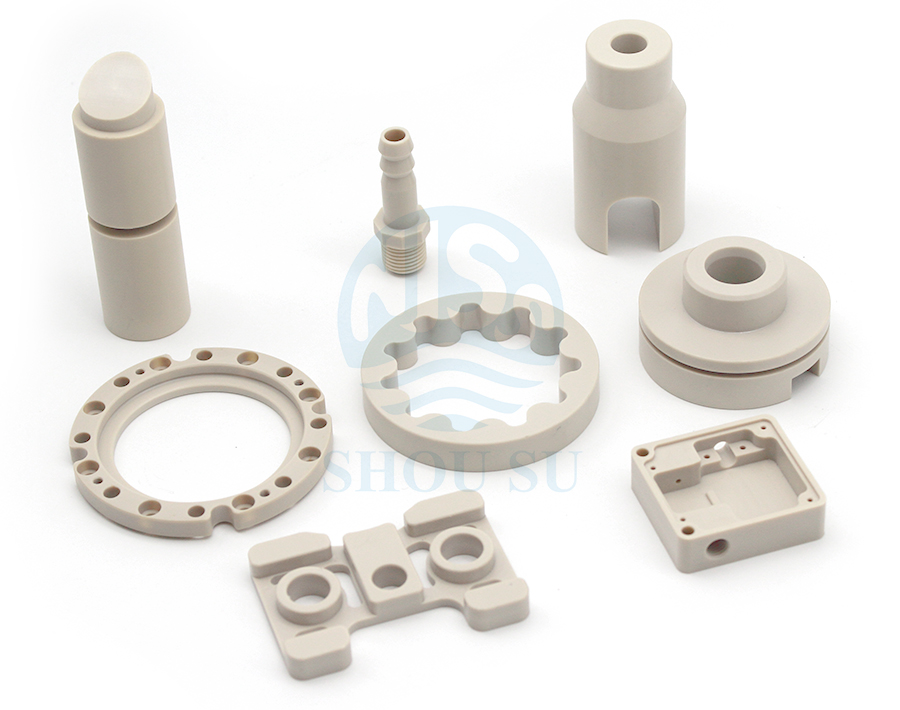
 Have the ability of injection molding and machining PEEK parts of various specifications.
Have the ability of injection molding and machining PEEK parts of various specifications.
 Continuous extrusion production line, large injection molding machine, molding machine, five axis machining center, high precision CNC lathe and other processing equipment.
Continuous extrusion production line, large injection molding machine, molding machine, five axis machining center, high precision CNC lathe and other processing equipment.
 3D coordinate projector, friction and wear testing machine, microcomputer controlled electronic universal testing ma chine, surface hardness tester, etc.
3D coordinate projector, friction and wear testing machine, microcomputer controlled electronic universal testing ma chine, surface hardness tester, etc.
 Extruding PEEK rod, sheet, tube and other profiles with com prehensive specifications and large stock.
Extruding PEEK rod, sheet, tube and other profiles with com prehensive specifications and large stock.
 All kinds of PEEK filaments and capillaries are extruded.
All kinds of PEEK filaments and capillaries are extruded.
 PEEK profile extrusion can be customized according to cus tomer requirements.
PEEK profile extrusion can be customized according to cus tomer requirements.
 Tick comprehensively analyze the material properties and constantly improve the formulation design and process.
Tick comprehensively analyze the material properties and constantly improve the formulation design and process.
 Strictly control the enterprise standards and quality inspection process to ensure the factory quality of each product.
Strictly control the enterprise standards and quality inspection process to ensure the factory quality of each product.
 It has a good cooperative relationship with the raw material suppliers such as Victrex, vespl, German engineering plastics and other raw materials suppliers in the UK, with stable raw materials sources.
It has a good cooperative relationship with the raw material suppliers such as Victrex, vespl, German engineering plastics and other raw materials suppliers in the UK, with stable raw materials sources.








| Test items | Test criteria | Test conditions | Units | NJSSPEEK-1000 | NJSSPEEK-G1030 | NJSSPEEK-C1030 |
|---|---|---|---|---|---|---|
| Pure resin | 30% glass fiber | 30% carbon fiber | ||||
| Density | ISO1183 | Crystal | g/cm3 | 1.3 | 1.51 | 1.4 |
| Water absorption rate (3.2mm thick tensile bar, soaking test) | ISO62-1 | 24h, 23℃ | % | 0.07 | 0.04 | 0.05 |
| Balance, 23℃ | % | 0.4 | 0.4 | 0.3 | ||
| Tensile strength | ISO527 | Yield, 23℃ | MPa | 100 | 175 | 122 |
| Elongation at break | ISO527 | Fracture, 23℃ | % | 20 | 2.7 | 2.5 |
| Bending strength | ISO178 | Yield, 23℃ | MPa | 165 | 265 | 268 |
| Bending modulus | ISO178 | 23℃ | GPa | 4.1 | 11.3 | 8.9 |
| Compressive strength | ISO604 | 23℃ | MPa | 125 | 250 | 193 |
| Impact strength of simply supported beam | ISO179/1eA | There is a gap | kJ/m2 | 7 | 8 | 7 |
| ISO179/1U | No gap | kJ/m2 | 55 | 38 | ||
| Impact strength of cantilever beam | ISO180/A | There is a gap | kJ/m2 | 7.5 | 10 | 9 |
| ISO180/U | No gap | kJ/m2 | - | 60 | 45 | |
| Shore D hardness | ISO868 | 23℃ | 85 | 88 | 88 | |
| Melting point | ISO11357 | - | ℃ | 343 | 343 | 343 |
| Glass transition temperature | ISO11357 | Start | ℃ | 143 | 143 | 143 |
| Specific heat capacity | DSC | 23℃ | kJ/kg℃ | 2.2 | 1.7 | 1.8 |
| Coefficient of thermalexpansion | ISO11359 | Below Tg along the flow direction | ppm/K | 45 | 18 | 12 |
| Higher than Tg along the flow direction | ppm/K | 120 | 22 | 15 | ||
| Heat distortion temperature | ISO75-f | 1.8Mpa | ℃ | 152 | 315 | 315 |
| Thermal conductivity | ISO22007-4 | 23℃ | W/mK | 0.29 | 0.3 | 0.95 |
| Dielectric strength | IEC60243-1 | 2mm | kV/mm | 23 | 25 | - |
| Dielectric constant | IEC60250 | 23℃,1KHz | - | 3.1 | 3.2-3.4 | - |
| 23℃,50Hz | - | 3 | - | - | ||
| Volume resistivity | IEC60093 | 23℃,1V | Ω·cm | 1016 | 1016 | 105 |
| 275℃ | Ω·cm | 109 | - | - |
We also assist you in configuring and designing your machined plastic parts as required. Since we can understand what functions different plastics have and what types of processing can be implemented from a technical perspective, we can provide the most effective support for your practical application: whether it is material selection, the design of the most advanced CAD system, or the precise processing and customization of parts.

● Suggestions on plastic selection
● Function and producibility of audit structure
● Design technical products on the most modern CAD system
● Accurately assemble customized parts
● Cost savings in production and assembly
● Reduced material and component costs
● Additional construction resources
● Best function
Focus on the R&D, design, production and composite modification of special engineering plastics such as PEEK, PI, PPS and PEI.

Have the ability of continuous extrusion molding, injection molding, compression molding, machining molding and other molding processes.

Design, processing, manufacturing and modification of extrusion mold, compression mold and injection mold.

PEEK, PI, PPS, PEI and other parts and products are customized according to drawings and samples.

Continuous extrusion molding of PEEK, PI, PPS and other bars, plates, pipes and sheets.

The research and development and production of new products and fields of special engineering plastics will jointly promote the application of PEEK, PI and other special engineering plastics products in various industries.




